





* Išsami informacija
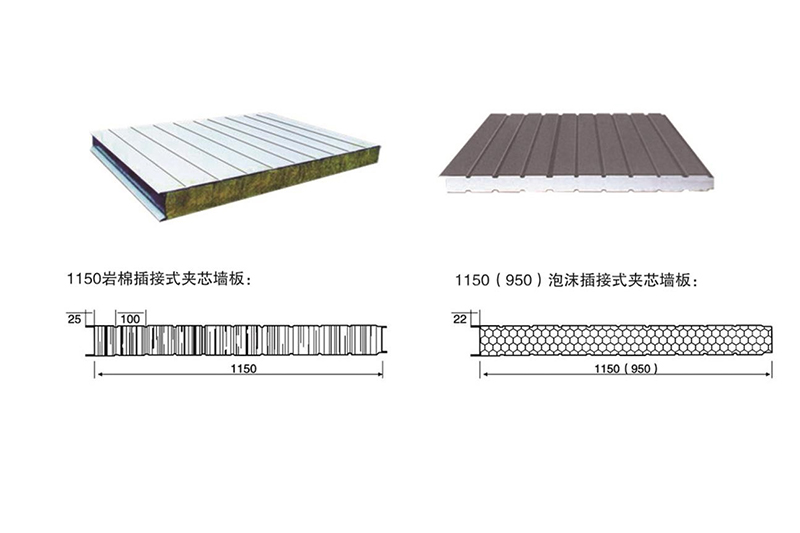
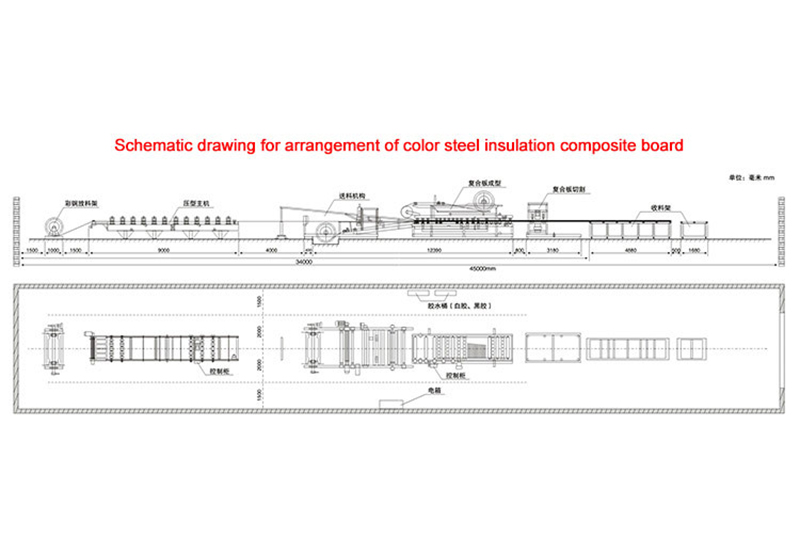
Sumuštinių plokščių gamybos linija yra specialiai sukurta izoliacinių kompozitinių plokščių gamybai. Naudodamas bepakopę greičio reguliavimo sistemą, jis vienu metu gali efektyviai gaminti gofruotą kompozicinę plokštę. Sumuštinių plokščių ritininio formavimo mašina buvo nepakeičiamas prietaisas gaminant stogo plokštes ir sienų plokštes gamyklose ir sandėliuose, be kitų pastatų.
*Savybės
*Savybės
1. Sumuštinių plokščių ritininio formavimo linijos variklio galia yra 4k, o gamybos greitis siekia 6mmln. Naudojant bepakopę greičio reguliavimo sistemą, ritininio formavimo linijos efektyvumas yra neprivalomas nuo O-6 mm.
2. Ben gaminant EPS daugiasluoksnę plokštę, greitis paprastai kontroliuojamas 2–6 mm. Jis bus šiek tiek mažesnis gaminant akmens vatos plokštę (priklauso nuo faktinių poreikių)
3. Kompozitinių plokščių gamybos linijoje yra K.9 klijų dozavimo siurblys, pasižymintis mažu sukimosi greičiu ir dideliu tikslumu. Klijai tiekiami 0,1-2,0 kg mm greičiu. Jį valdo dažnio keitiklis.
4. Sudėtinės plokštės, kurią gali pagaminti ritininio formavimo įrenginys, storis svyruoja nuo 50 mm iki 0 mm. Reguliuodami viršutinį ir apatinį stovą bei atstumą tarp pjaustytuvo laikiklio ir medžiagų padavimo stovo, galime gauti skirtingo storio ir specifikacijų sumuštinių lentas.
5. Bendra instaliuota galia: 34KW“; bendras svoris (su priedais): 17,5t.
6. Plokščių rulonų formavimo mašinos matmenys: 12500 (16000 akmens vatos plokštėms) X2200X2800; 5 tipo EPS sumuštinių plokščių ritininis formuotojas turi 23 guminius velenus ir 160x80 kvadratinius 6 mm storio vamzdžius; 7 tipo kompozitinės akmens vatos plokštės ritininis formuotojas turi 43 guminius velenus, viršutinį ir apatinį nepriklausomą klijų tiekimą. Jame yra 1,7 m akmens vatos plokštės konvejerio juosta, kurios pavaros veleno skersmuo 30 mm; mašinos rėmo ilgis yra iki Qm; ritininis formuotojas yra suvirintas 180x80 kvadratiniais vamzdžiais, kurių storis yra 8 mm.
*Reikalavimai gamykloms
Gamyklos, kuriose naudojamos mūsų metalo denio ritininio formavimo mašinos, gali būti plokščio stogo arba šlaitinio stogo tipo. Karnizo aukštis turi būti didesnis nei 3 m, o efektyvus plotis – ne mažesnis kaip 45 m. Gamyklos grindys turi būti lygios ir betoninės. Ritininio formavimo linijos pamatas turi būti suprojektuotas pagal brėžinius ir pagamintas prieš atvykstant įrangai. Maitinimas turi būti 380, o bendra sumontuota galia yra 34 kW. Faktui būtina įrengti 0,4-0,6 MPa suspausto oro tiekimo ir apšvietimo įrenginius. Ritininio formavimo mašina turi tą patį maitinimo šaltinį su pagalbiniais įtaisais. Įtampos svyravimas turi būti ne didesnis kaip 10%, kitaip gali sutrikti sistemos veikimas.
Eiga yra ne mažesnė kaip 29 m, kėlimo proceso apkrova yra didesnė nei 5000 kg, o kėlimo aukštis yra ne mažesnis kaip 3.Qm. Kasdienei gamybai ir priežiūrai reikia apie 8,10 žmonių, įskaitant 3,4 operatoriaus kai kuriems pagrindiniams procesams.
*Aplikacija

Sandarinimo šoninis įtaisas akmens vatos plokštėms

pjovimo sistema

Keturi guminiai siurbliai valdomi dviem varikliais

Storas guminis velenas

Elektrinis sulankstomas įtaisas

rulonų formavimo mašina

valdymo sistema

Prailginta konvejerio juosta
*Prekių pristatymas






♦ ĮMONĖS PROFILIS:
„Hebei Xinnuo Roll Forming Machine Co., Ltd.“ ne tik gamina įvairių tipų profesionalias ritinėlių formavimo mašinas, bet ir kuria intelektualias automatines ritininio formavimo gamybos linijas, C&Z formos volelių stakles, greitkelių apsauginių turėklų rulonų formavimo mašinų linijas, sumuštinių plokščių gamybos linijas, paklotus. formavimo mašinos, lengvųjų kilių mašinos, langinių skersinių durų formavimo mašinos, lietvamzdžių mašinos, latakų mašinos ir kt.
Metalinės dalies valcavimo privalumai
Ritininio formavimo naudojimas projektams turi keletą privalumų:
- Rulonų formavimo procesas leidžia atlikti tokias operacijas kaip perforavimas, įpjovimas ir suvirinimas. Sumažėja darbo sąnaudos ir laikas, skirtas antrinėms operacijoms, sumažinami arba jų nebelieka, sumažinant dalių sąnaudas.
- Ritininės formos įrankiai suteikia didelį lankstumą. Iš vieno ritininio formavimo įrankių rinkinio bus beveik bet kokio ilgio to paties skerspjūvio. Kelių įrankių rinkinių įvairaus ilgio dalims nereikia.
- Jis gali užtikrinti geresnį matmenų valdymą nei kiti konkuruojantys metalo formavimo procesai.
- Pakartojamumas yra neatsiejamas nuo proceso, leidžiantis lengviau surinkti ritinines dalis į gatavą gaminį ir sumažinti problemas dėl „standartinės“ tolerancijos susidarymo.
- Rulonų formavimas paprastai yra greitesnis procesas.
- Rulonų formavimas klientams suteikia puikią paviršiaus apdailą. Dėl to ritininis formavimas yra puikus pasirinkimas dekoratyvinėms nerūdijančio plieno detalėms arba dalims, kurioms reikalinga apdaila, pavyzdžiui, anodavimas arba miltelinis dažymas. Be to, formuojant į paviršių galima įvynioti tekstūrą ar raštą.
- Ruloninio formavimo metu medžiaga naudojama efektyviau nei kiti konkuruojantys procesai.
- Ruloninės formos gali būti sukurtos plonesnėmis sienelėmis nei konkuruojantys procesai
Valcavimo formavimas yra nenutrūkstamas procesas, kurio metu lakštinis metalas paverčiamas inžinerine forma, naudojant nuoseklius sujungtų ritinėlių rinkinius, kurių kiekvieno forma keičiasi tik laipsniškai. Šių nedidelių formos pokyčių suma yra sudėtingas profilis.
-
stovinčio siūlių plokščių ritininio formavimo mašina
-
sienų plokščių ritininio formavimo mašina
-
greitkelio apsauginis rulono formavimo staklės greitkelis...
-
šiltnamio latakų kanalų gamybos mašina
-
rankinis lakštinio metalo lenkimo staklių plytelių gamintojas...
-
Grindų pakloto plokštės valcavimo staklės geležinės ...





